
的一种,用来传递机械扭矩,经过键槽的齿合坚持跟轴的同步旋转。因为花键轴的加工技能方面的要求比较高,所以制作工艺很杂乱。常用的有滚切、铣削和磨削等加工办法。下文针对铣削花键与滚花键加工中的工艺技能要求,供给夹具规划以及改善的思路。
轴类零件在精加工时宜选用两中心孔定位,既契合基准重合准则又便利设备契合基准一致准则。选用一顶芯轴和后顶座两顶芯式定位,约束5个自由度,并配以一绷簧赶紧片赶紧,以及一分度设备和夹详细支撑。夹详细和机床的衔接相同规划为T型槽的衔接。
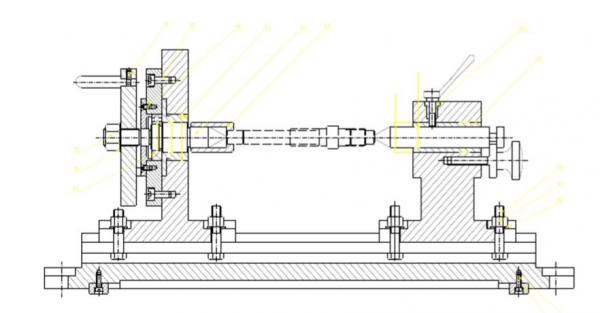
在轴的加工中,零件各外圆外表,锥孔、螺纹外表的同轴度,端面对旋转轴线的笔直度是其彼此方位精度的首要项目,这些外表的规划基准一般都是轴的中心线。所以终究挑选以传动轴两头面的中心孔为定位基准,选用两顶尖定位装夹的方法来规划夹具,如下图1所示。
其间,夹详细和机床选用定位键定位的方法,即在夹详细底部设备两个定位键,这样确保了工件在机床上的准确定位,削减偶然误差。
夹详细底座一般会用铸造的方法,别的,因为夹具的前后两顶尖的底座与夹详细底座的衔接相同选用的是螺栓衔接,为确保顶尖中心线与夹详细之间的定位精度,两者之间的定位方法选用导轨定位的方法,即,在夹详细底座上加工出一导轨,便利两顶尖与夹详细底座的准确定位。
两顶尖的支撑架是衔接两顶尖与夹详细的,两顶尖底座的三维效果图如图2、图3。


此夹具为花键的铣削的专用夹具,需求一回转式的分度设备,回转式的分度设备挑选于《现代机床夹具规划手册》,由夹具结构简图中看出分度设备的的详细结构。
因为此花键的铣削力比较小,夹紧组织选用的是绷簧片赶紧方法夹紧,使夹紧力满意切削的要求。图4为最终的夹具装配体图。

到会信百会2025年度研讨会,格创东智解锁工业AI从技能探究到智造深耕的道路工程师系列在线大会」——半导体技能在线会议,行将炽热来袭 !
到会信百会2025年度研讨会,格创东智解锁工业AI从技能探究到智造深耕的道路工程师系列在线大会」——半导体技能在线会议,行将炽热来袭 !